Rifle Accuracy is affected by a number of factors, the relationship of the action, bolt, trigger, barrel, magazine height and bedding of the stock all have a bearing on whether the rifle shoots accuractly and consistantly
Replacing the barrel of a rifle is not always the single answer to address a weapon that shoots inconsistantly or produces less than satisfactory accuracy.
Upon recieving a rifle for rebarrelling, we will strip the rifle completely and clean all relevant parts using ultrasonic cleaner. The action and bolt are then examined under borescope and loupe. Particular attention is given to the firing pin, bolt face, bolt lugs, secondary cam and bolt lug abutment area of the action. Should there be any inconsistant contact or damage, the customer is advised and recitification work discussed.
This is not always necessary, we do not undertake work without just cause.
However our goal is complete customer satisfaction and faith in the work conducted – therefore any issues with the action or parts will be raised at this point if not raised already on intial contact.
Should the action require rectification work due to inconsistent lug contact consideration will be given to simply lap the lugs with allping compound or carry out a blueprint where all surfaces (action face, lug abutments) including threads are recut to be concentric to the action boreline. Similar proceedure is applied to the bolt where the lugs and bolt face are recut to be concentric to the boreline.
Such work is undertaken using specialist tooling from Gret-tan, Manson, Pacific Tool and Guage
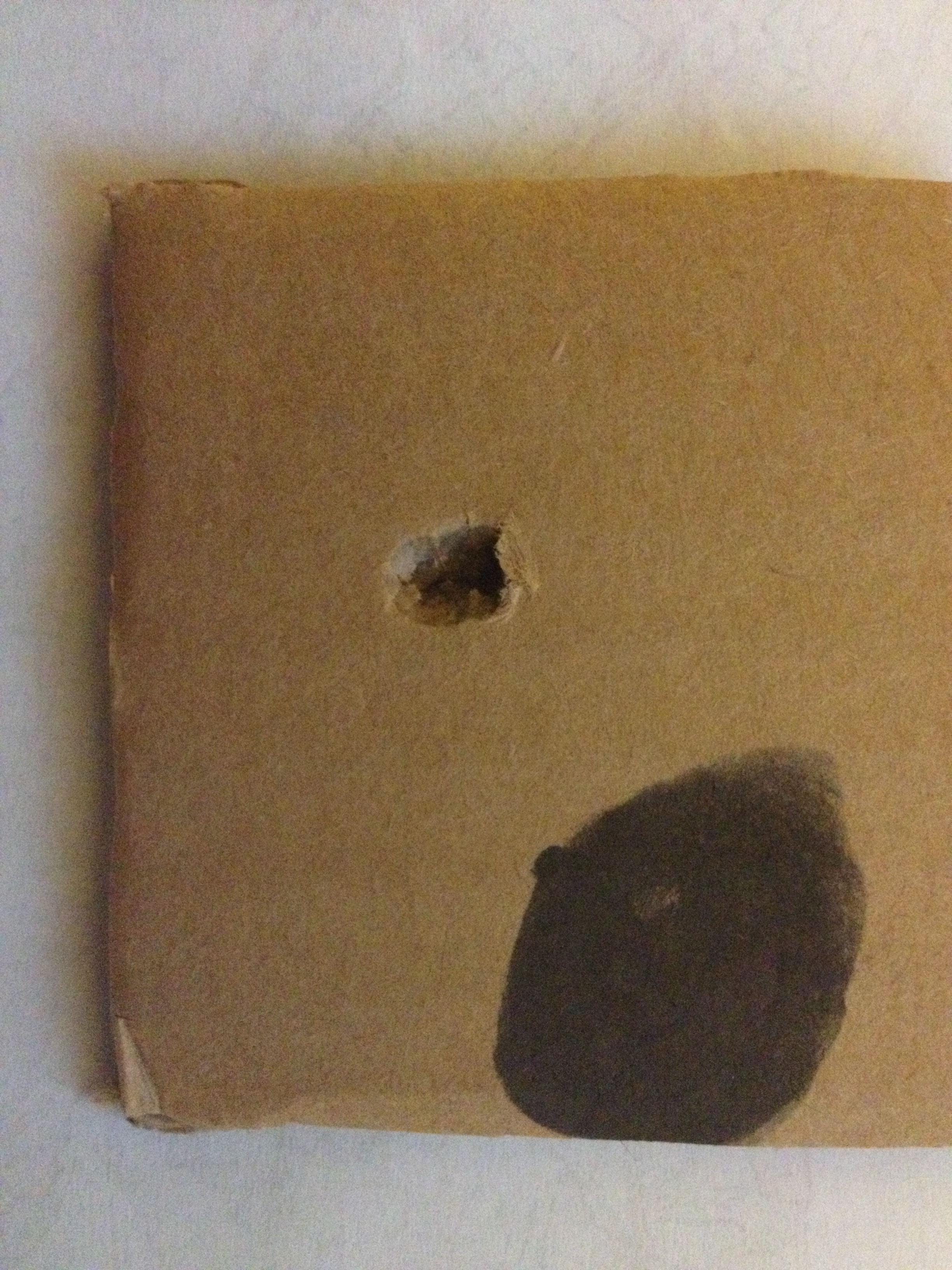
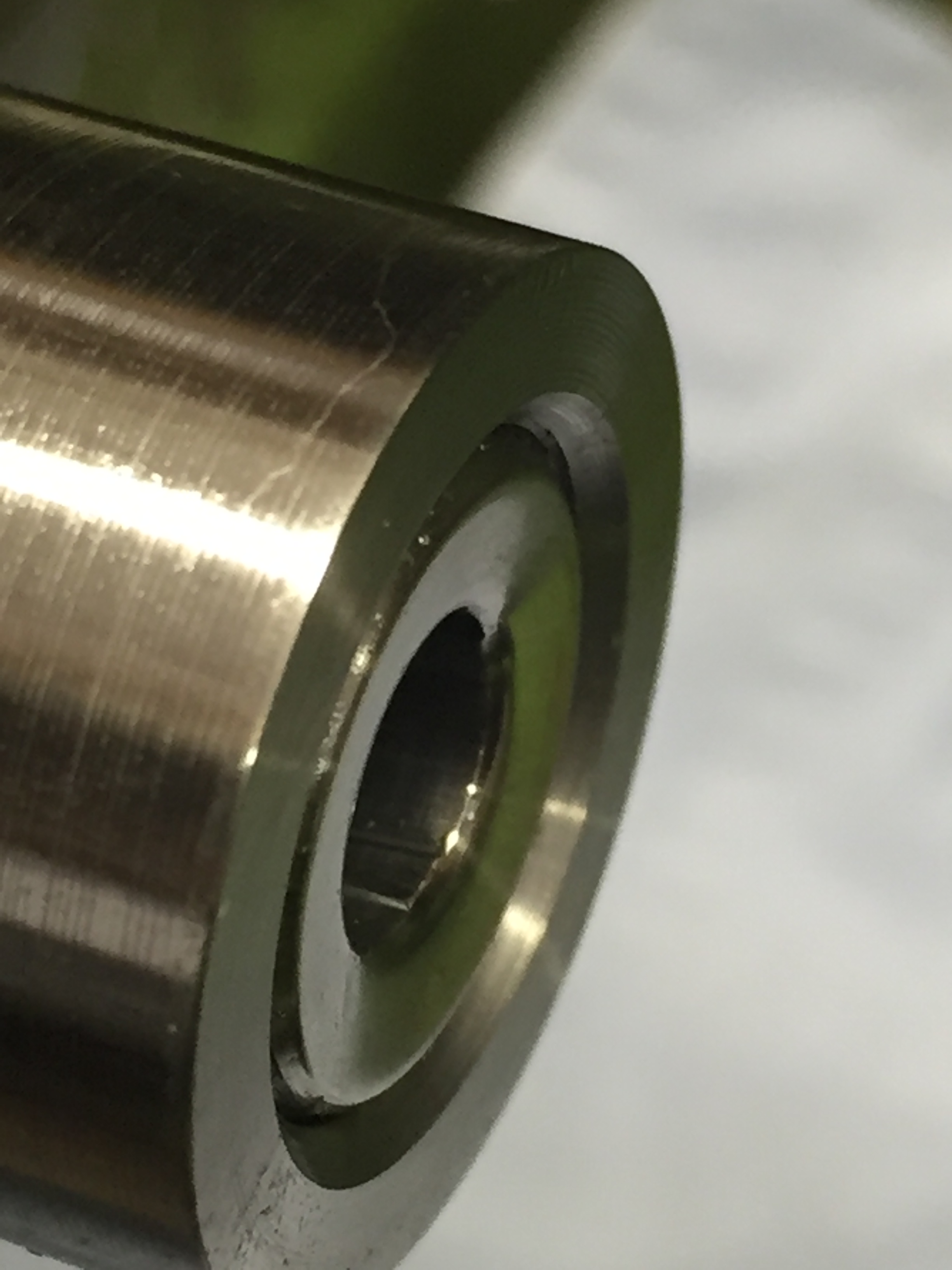
Example of poor action where bolt face is damaged and action face is not concentric


Rectification work completed and examples of other trued actions / bolts







Once the action is ready for recieving a barrel it is measured using Mitutoyo Digimatic instruments and all measurments noted against action serial number for reference puprposes

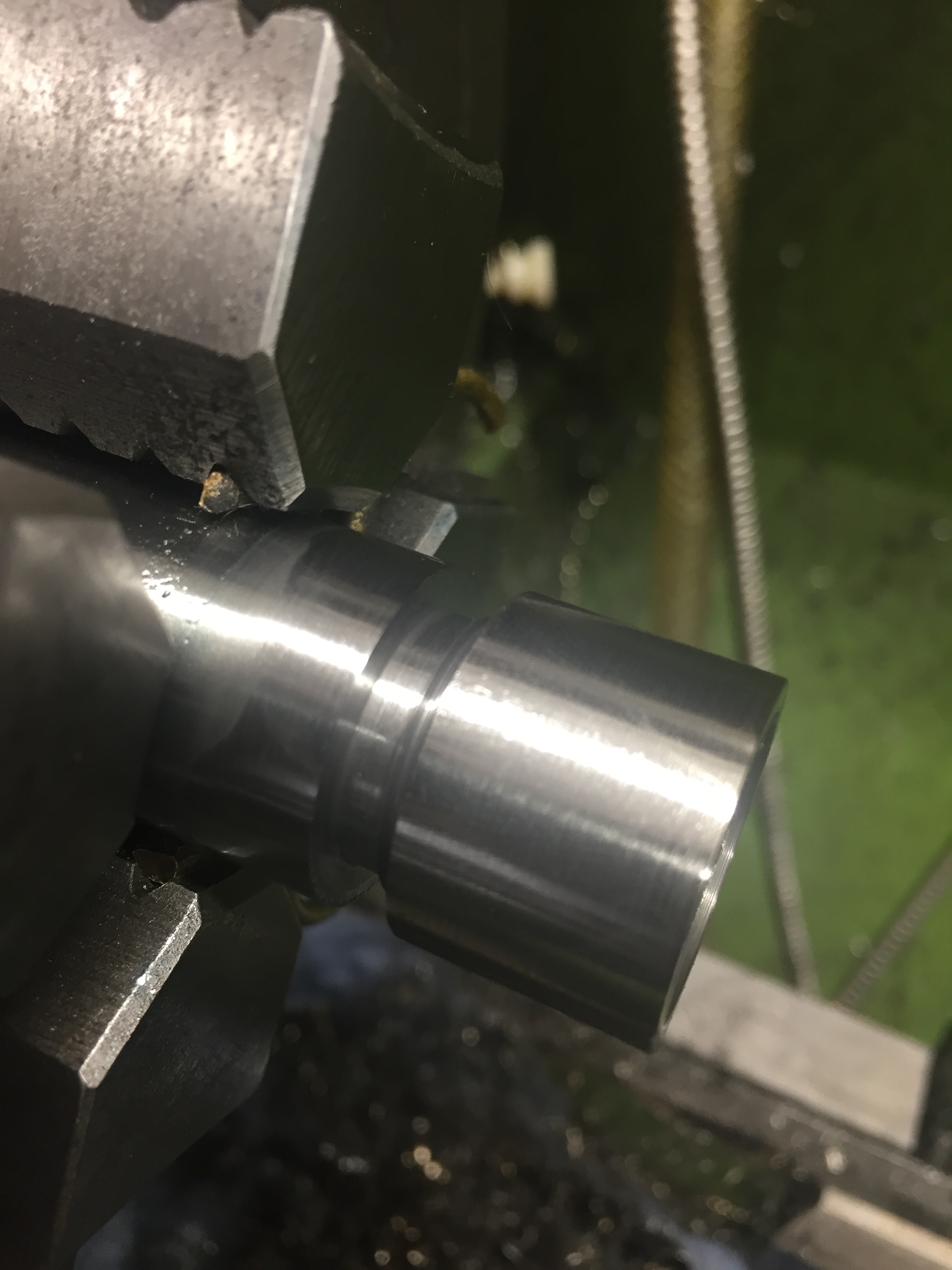
The barrel is then placed in the lathe 4 or 6 jaw chuck and using pin guages and .0001″ (one tenthousanths of an inch) dial indicators set to run concentric within the lathe spindle.
This process of dialling in the barrel is undertaken by ajusting the chuck and an outboard spider chuck so the barrel runs at zero on indicators set at either end
The machining process is then started, preparing barrel tenon, barrel thread, counterbore (if required) and finally chambering.
At the end of each of these processes, the barrel is re checked and re ajusted if necessary to run at zero
Chambering is conducted using a live pilot in the bore – we have dozens of pilots in .0001″ increments, in every calibre so the chamber reamer runs true to the bore.
The chamber is first prepared by pre drilling using three flute drills to avoid run out and then pre boring to a specific size and taper angle of the finished chamber dimension.
A finish reamer is then used to create the final chamber.
All chambering work is undertaken using a high pressure lubricant delivery system from the muzzle end of the barrel to remove any chips / swarf. The chambering finish reamer only cuts in .050″ increments and is cleaned prior to the next cut every single time.
Final depth is ascertained using feeler guage / go guage and the action / bolt.
Sporting / Tactical rifles are chambered usually at headpsace plus .002″
Competition rifles (F Class etc) are chambered at headspace plus 0





Chambered are then measured for runout and then given final polishing.
The barrel is then reversed, cut to length and set up once again to run within the lathe spindle at zero run out.
The barrel crown, muzzle threads and protective cap are machined at this time dependant on customer specification










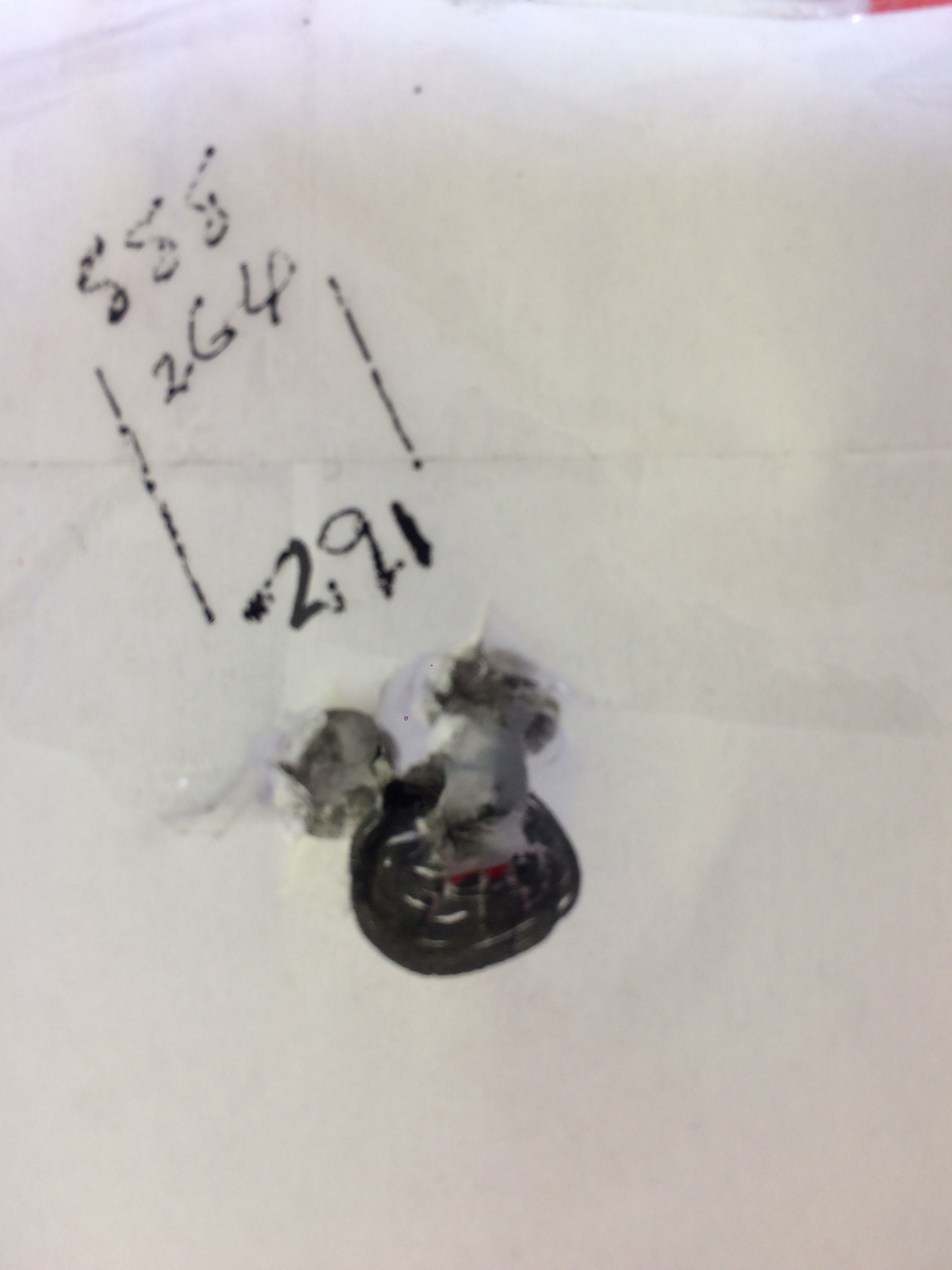
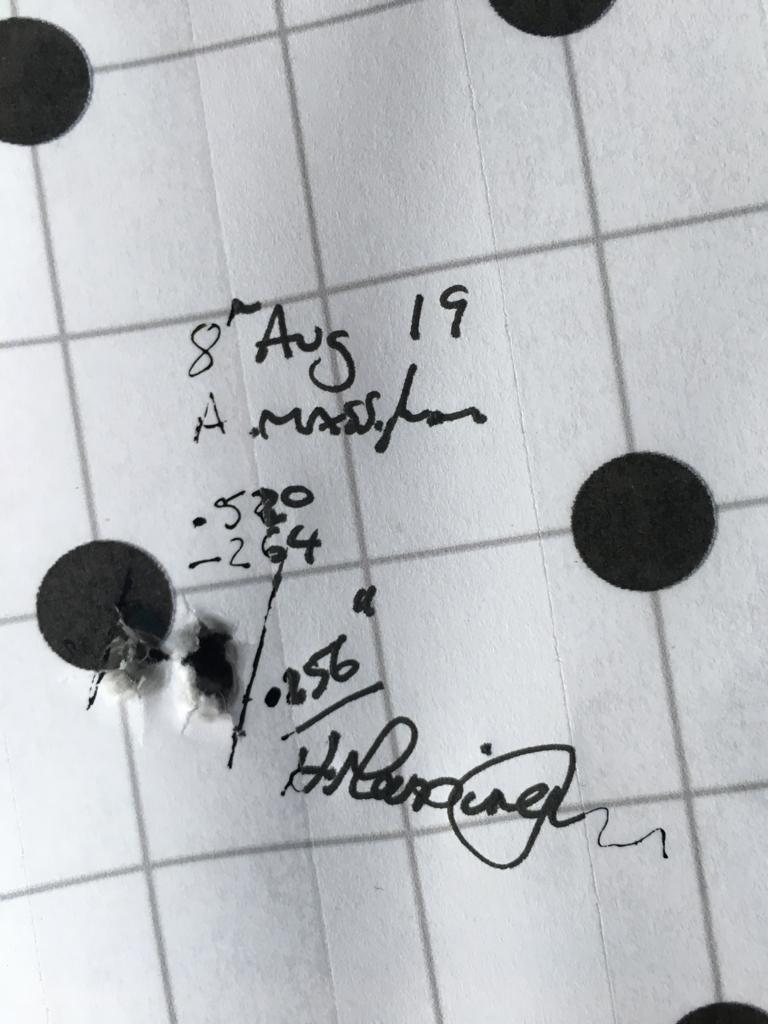
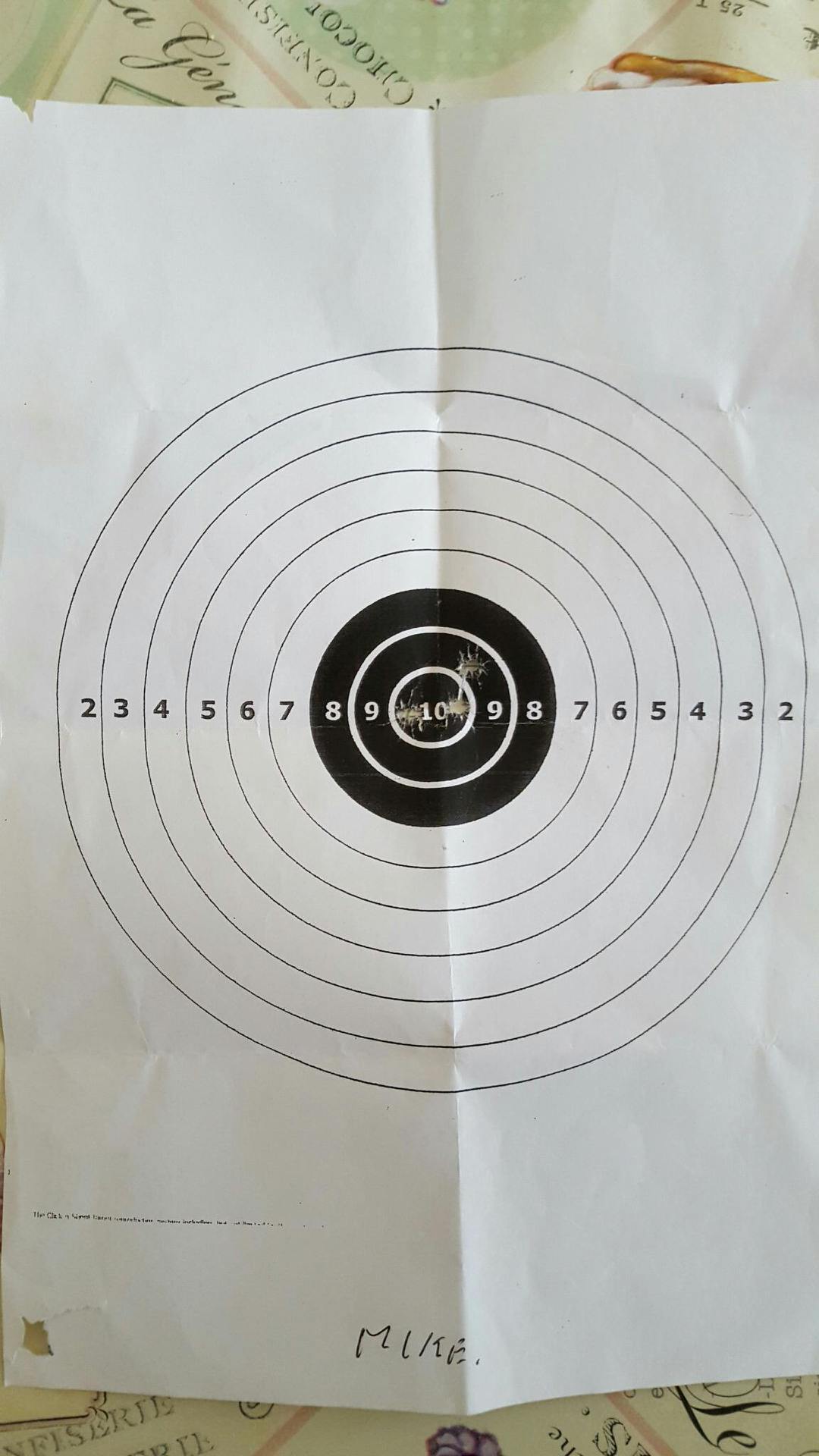
A few of the targets shot from our rebarrels and builds